Стыковка и ремонт конвейерных лент методом вулканизации
ООО “Практика” производит стыковку и ремонт конвейерных (транспортёрных) лент методом горячей вулканизации на собственном оборудовании.
На сегодняшний день в мире существует несколько способов стыковки (соединения) транспортёрных лент. Озвучим основные:
- Сшивание различными видами шнуров, кож.
- Механический. Это соединение двух полотен ленты при помощи специальных металлических подвижных соединителей.
- Склеивание методом холодной вулканизации.
- Склеивание методом горячей вулканизации.

У каждого метода есть свои положительные и отрицательные моменты. Бывает такое, что не на каждом производстве возможно применение одного из методов соединения ленты. Например, нельзя применять металлические соединители на производствах с повышенной пожароопасностью. В частности, на элеваторах, где много в воздухе пыли.
Если рассматривать эти методы с точки зрения быстроты осуществления соединения, то на первых позициях будут механический метод и метод сшивания. После этого разместится метод холодной вулканизации (склеивания) конвейерной ленты. Самым трудоёмким и продолжительным по времени будет метод соединения конвейерной ленты горячей вулканизацией.
При сравнении этих методов нужно сказать, что самым дорогостоящим методом окажется метод горячей вулканизации транспортёрной ленты. Причиной является необходимость закупки не дешёвого прессово-вулканизирующего оборудования.
Теперь нужно остановиться на вопросе надёжности соединительного стыка, осуществлённого каждым из озвученных методов.
Метод горячей вулканизации стыковки конвейерной ленты позволяет начать эксплуатацию конвейера сразу после стыковки. Прочность стыковочного шва ленты в данном случае достигает 90-95% прочности ленты.
Метод холодной вулканизации стыковки конвейерной ленты зависит от условий эксплуатации, прочность стыка 50-70% от прочности ленты. Начать эксплуатировать транспортерную ленту, в этом случае, можно только по истечении 12-24 часов. Метод не применяется при температуре окружающей среды ниже +5 С.
Метод стыковки конвейерных лент механическими соединителями является самым быстрым способом. Он подходит для производств где не допустим простой конвейеров. Поэтому этот метод применяют как временный, пока специалисты не проведут стыковку транспортерной ленты горячим или холодным методом.
ООО “Практика” предлагает своим клиентам различные типы механических соединителей конвейерных лент. С ними можно познакомиться, пройдя по ссылке.
Ещё раз упомянем параметр надёжности соединительного шва, осуществлённого методом горячей вулканизации. Этот показатель приближается к 100%.
Именно по этой причине мы выбрали горячий способ вулканизации стыковочных швов конвейерных лент.
ООО “Практика” производит стыковку транспортёрных лент в городе Самаре на собственном оборудовании. При стыковке лент применяются только высококачественные материалы европейского производства.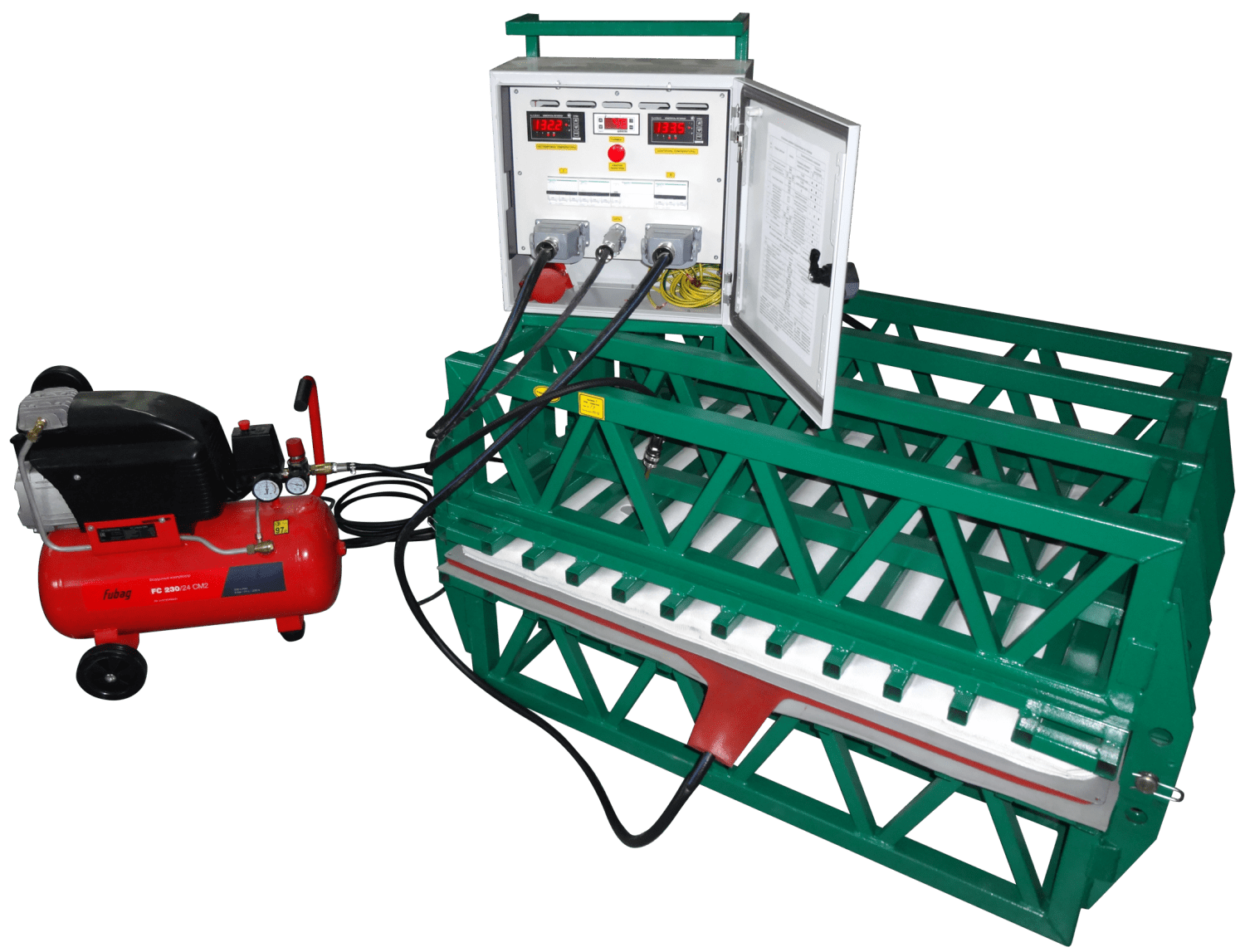
Цены на стыковку ленты в кольцо методом горячей вулканизации
| Ширина ленты | Цена с НДС |
|---|---|
| до 200 мм | 2200 руб. |
| 300 мм | 3300 руб. |
| 400 мм | 4400 руб. |
| 500 мм | 5500 руб. |
| 600 мм | 6600 руб. |
| 650 мм | 7100 руб. |
| 800 мм | 8800 руб. |
| 1000 мм | 11000 руб. |
*Примечание: Заказы на склеивание конвейерной ленты в кольцо методом горячей вулканизации длинною менее 2,5 м не принимаются.
ВНИМАНИЕ! Указанные цены могут отличаться от действующих. Пожалуйста, уточняйте информацию по телефону у наших менеджеров.
В чём суть способа стыковки транспортёрных лент методом горячей вулканизации?
Технология соединений подобна технологии по которой изготавливают само ленточное полотно на заводе.
С одного края ленты и другого края определяют максимальное “пятно” стыка, которое возможно завулканизировать. На этом участке встречно удаляют слои ленты так, чтобы при склеивании этих краёв не получилось утолщений полотна. По инструкции изготовителя клея обрабатывают клеевым раствором оба края полотна. Выкладывают слои “сырой резины” на месте стыка для компенсации удалённых слоёв в теле конвейерного полотна . Затем весь этот “бутерброд” помещают в вулканизатор. Там происходит процесс сваривания конвейерной ленты.
Её можно использовать непосредственно после процесса склеивания. Это очень удобно. Проклеенную таким методом ленту можно использовать при показателях температуры до + 200°С. Работы можно выполнять и в условиях отрицательных температур окружающей среды. Отсутствие толстых стыков позволяет продлить срок эксплуатации барабанов и роликов самого транспортера.
Для успешного применения данного метода соединения нужно придерживаться определённых условий.



